
1. Propiedades de los Líquidos Penetrantes
Como ya hemos visto hasta ahora el líquido penetrante es un fluido que se introduce en las discontinuidades abiertas a la superficie y esto lo realiza a través del fenómeno de capilaridad. Por otra parte, existen diversas propiedades fisicoquímicas que fueron estudiadas en el capítulo anterior que sabemos tendrán un impacto no solamente en el líquido penetrante sino en la inspección en general.
Pero si sintetizamos todas esas características fisicoquímicas y las traducimos en que características debe tener nuestro liquido penetrante podemos hacer el siguiente listado:
- El penetrante debe poseer alta penetración para detectar discontinuidades muy finas. Esto quiere decir que el penetrante debe tener una buena penetrabilidad.
- Debe evaporarse lentamente. Por lo tanto, la volatilidad del líquido debe ser baja.
- El penetrante debe permitir remover el exceso de penetrante en la etapa de remoción de una manera fácil. La etapa de remoción se hablará más adelante.
- El penetrante debe permanecer en estado líquido durante el proceso de inspección.
- No debe reaccionar con el revelador ni con el material a inspeccionar. Este punto hace referencia a la actividad química y su compatibilidad.
- El penetrante debe mostrar estabilidad con respecto al color que genera para la evaluación.
- Deben tener un alto punto de incendio.
- Debe tener estabilidad en condiciones de almacenamiento.
2. Penetrantes Base Oleosa y No Oleosa
Los líquidos penetrantes se pueden clasificar de diversas formas y evidentemente la resaltante seria si el penetrante es visible o fluorescente. Pero una de las clasificaciones que son más importantes es la base en la que se constituye el líquido penetrante.
Recordemos que a fin de cuentas el líquido penetrante es un fluido que se coloca sobre la superficie de la pieza y la naturaleza química de dicho liquido es primordial para saber si podemos colocarlo sobre un objeto inspeccionado.
De manera general podemos decir que existen dos tipos de penetrantes:
- Penetrantes a base oleosa: Estos penetrantes tienen una base de aceite que si hablamos desde un punto de vista químico hablaríamos de una mezcla hidrocarburos de parafina, de nafta y aromáticos. Este tipo de penetrantes podríamos llamarlo como el penetrante estándar que es el que normalmente se utiliza.
- Penetrantes a base agua: Este tipo de penetrante utiliza una base acuosa en vez del uso de una base oleosa. Son penetrantes más económicos en comparación a los de base oleosa.
3. Penetrantes Visible
Si clasificamos a los penetrantes en función de su pigmentación podemos dividirlos en dos tipos, los penetrantes visibles y los penetrantes fluorescentes.
Y como ya hemos visto anteriormente el impacto que tendrá el color y la iluminación es clave para poder realizar una buena evaluación.
Desde un punto de vista de la química podemos decir que todas las moléculas interactúan con la incidencia de la luz a través de la absorción, reflexión y transmisión y los líquidos penetrantes no son una excepción.
El líquido penetrante tiene que ser un componente que interactúe de una manera que les permita a los inspectores maximizar su detectabilidad para así maximizar la detectabilidad de las discontinuidades.
Ya estudiamos de manera general la iluminación y los colores, pero aquí estableceremos algunos puntos de interés con respecto a los penetrantes visibles:
- Se utilizan pigmentos de color rojo para darle al líquido penetrante este color.
- Se utiliza un revelador que servirá de fondo que sea de color blanco para generar el contraste adecuado para facilitar la visualización.
- El espesor de la capa del penetrante es un factor a tomar ya que dependiendo del espesor la interacción con la luz variara. Esto lo veremos más adelante.
De los tres puntos anteriores ya hemos estudiado los dos primeros, pero el punto número tres dependerá de una ley llamada Beer-Lambert que se utiliza en la espectroscopia.
Si definimos la espectroscopia básicamente es el estudio de la interacción de la radiación electromagnética con la materia y para nuestros efectos seria la interacción de la luz con la materia.
3.1 Pigmentación y Beer-Lambert en los Penetrantes Visible
Los penetrantes visibles trabajan con pigmentos de color rojo pero la cantidad de pigmento es sumamente importante ya que afectara la visualización. Esto lo podemos apreciar en la siguiente figura.

En la figura anterior se tienen seis frascos en los cuales de izquierda a derecha la concentración del componente va en incremento y si asociamos esto con los líquidos penetrantes podríamos pensar en la cantidad de pigmento rojo que tendría el líquido. Y es por esto que la cantidad es importante.
En los líquidos penetrantes visibles la concentración del pigmento deberá ser la máxima que el tipo de penetrante permita para que las características de mojabilidad, capilaridad y tensión superficial sean adecuadas para efectuar el ensayo.
Pero otro punto sumamente importante es el comportamiento de esos pigmentos con la incidencia de la luz porque ya hemos visto que el éxito de este método recae sobre la capacidad de visualización genere el líquido.
Para ellos hablemos un poco sobre la incidencia sobre la película del penetrante a través de la siguiente figura.
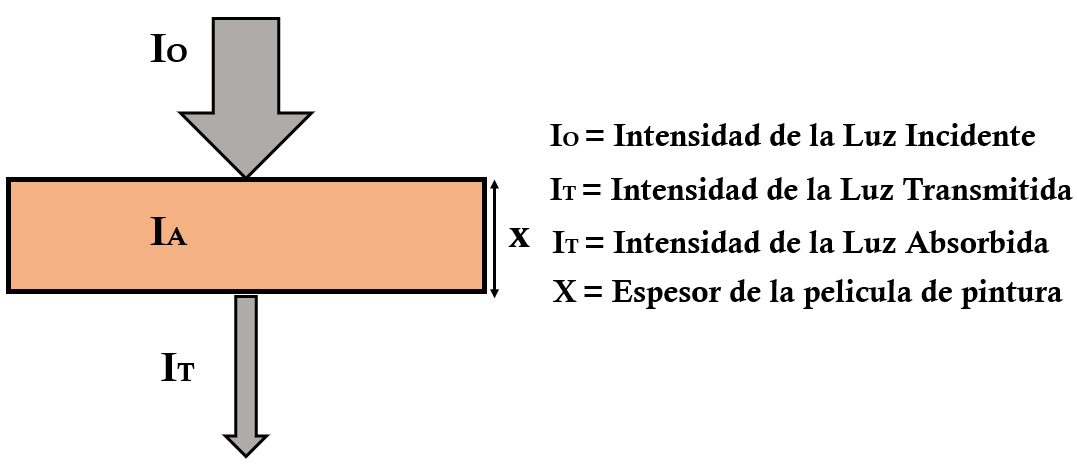
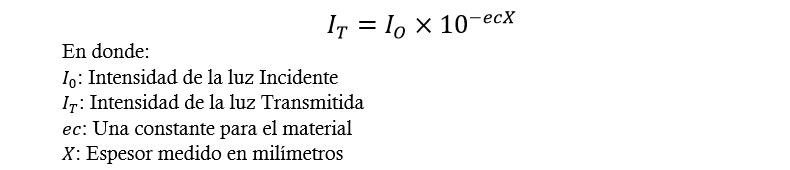
Imaginémonos que el rectángulo de espesor X es la película de líquido penetrante que se encuentra sobre la superficie. Cuando la luz incide sobre este líquido tendremos una incidencia de intensidad Io. Esa luz que incide generara una absorción y una transmisión de energía que es clave para la visibilidad del líquido. Si las relaciones de la figura anterior las escribimos de forma matemática tendríamos la siguiente formula.

Ahora bien, la cantidad de energía que es absorbida dependerá de un coeficiente de absorción que es intrínseco de la materia. En la siguiente figura podemos observar un material que tienen uno de los coeficientes de absorción más altos.
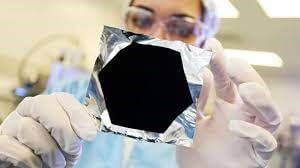
En la figura anterior se aprecia un material llamado Vantablack que absorbe un 99,965% de la luz que incide sobre el material. Evidentemente este es un caso extremo y nada parecido a los líquidos penetrantes, pero podemos ver el impacto que tiene la absorción en la visión producto de la incidencia de la luz.
Ahora bien, para el caso de los líquidos penetrantes el coeficiente ciertamente es un factor importante a tomar en cuenta, pero ese coeficiente no es el único valor que tiene un impacto en la absorción.
Otro factor es la concentración de pigmento es otro factor clave en la absorción. Este punto ya fue abordado anteriormente.
Y el otro factor que desglosaremos es el espesor del líquido penetrante que se genera sobre la superficie de la pieza evaluada.
Para hablar sobre el impacto del espesor sobre la absorción tenemos que citar la fórmula de Beer-Lambert.
Pero si mezclamos esta ecuación de Beer-Lambert con la ecuación que asocia la Intensidad de Luz absorbida tendríamos la siguiente ecuación.
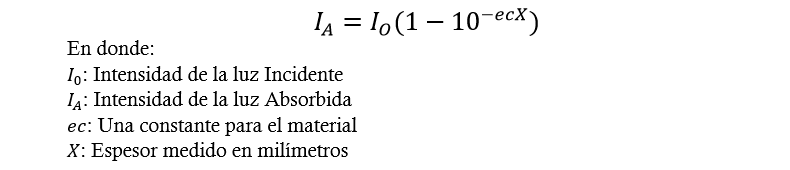
A través del uso de esta fórmula podemos determinar en función de la cantidad de energía que se absorbe cual sería el espesor.
De forma general podemos establecer los siguientes conceptos:
- Un buen liquido penetrante visible debe ser opaco en películas con espesores mayores a 0,1mm.
- En capas de 0,01mm se vuelve casi opaco.
- En capas de menor espesor el líquido se vuelve transparente.
Es importante hacer una acotación, el espesor de la película de líquido penetrante no solamente se debe tomar en cuenta cuando ese líquido se coloca sobre la superficie, sino que el espesor también debe ser tomado en cuenta (y sobre todo aquí) en el líquido que aparece por las discontinuidades.
Ese espesor variará dependiendo del tamaño de las grietas, fisuras, etc.
En el caso de que la discontinuidad sea muy delgada y la capa de líquido sea sumamente delgada que prácticamente el líquido es invisible se deberá pensar en utilizar técnicas más sensibles como líquidos penetrantes fluorescentes.
4. Penetrantes Fluorescentes
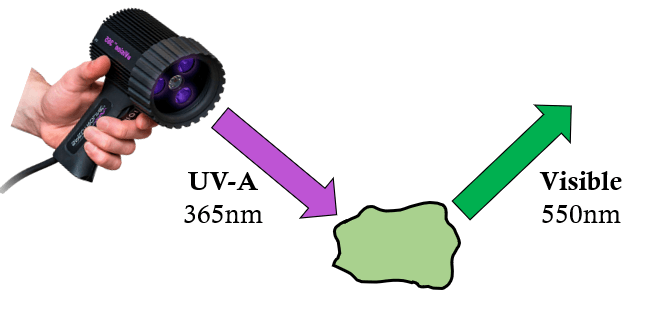
Tal y como lo dice su nombre los líquidos penetrantes fluorescentes tienen la característica que brillan debido a la fluorescencia que emiten al ser sometidos a la presencia de una luz UV-A.
Pero expliquemos un poco más en detalle cómo funciona la fluorescencia. Existen diversos componentes que bajo la incidencia de una luz ultravioleta generaran es color brillante conocido como fluorescencia.
Lo que sucede es que las partículas fluorescentes reciben una incidencia de luz UV-A que es invisible para los seres humanos pero la emisión que genera esa partícula si será visible para el ser humano bajo luz UV-A. Generando lo que conocemos como fluorescencia.
Ese fenómeno ocurre porque las partículas entran en un estado de excitación generada por la incidencia de UV-A y esa energía hace que aumente su nivel energético por encima del normal. La partícula no se puede retener esa energía y la libera en forma de luz fluorescente visible.
En la figura anterior se aprecia el fenómeno de manera general pero lo que hay que recordar es que el pigmento que es sometido a UV-A tiene que ser fluorescente para que esto funcione. Y precisamente la presencia de esos pigmentos en el líquido penetrante es lo que permite esta técnica.
En la siguiente figura podemos apreciar el efecto de la fluorescencia con resaltadores que muy probablemente hemos utilizado, pero nunca hemos colocado bajo la incidencia de luz UV-A.

Como podemos apreciar los resaltadores generan fluorescencia significando que tienen pigmentos que permiten este fenómeno.
Ahora bien, esa fluorescencia se puede medir a través de la siguiente formula.

Tal y como apreciamos en la fórmula la intensidad del brillo fluorescente dependerá del valor Q que es dependiente del líquido, pero también dependerá de la cantidad de luz absorbida. Si recordamos la fórmula de Beer-Lambert entonces podemos asociar la fluorescencia con la incidencia de la luz. Entonces tendríamos la siguiente formula:
![]()
Como podemos apreciar en la formula anterior la fluorescencia dependerá de cuatro valores. En primer lugar, de la eficiencia cuántica Q, en segundo lugar, de la intensidad de luz UV-A que incida sobre los pigmentos fluorescentes, el coeficiente de absorción y por último del espesor de la capa de líquido.
Ya hemos establecido que los penetrantes fluorescentes son más sensible que los visibles, pero uno de los motivos principales de esto es que los líquidos fluorescentes pueden trabajar con espesores de película mucho menores que los requerimientos de los penetrantes visibles. Si recordamos con los penetrantes visibles llega un momento que el líquido se vuelve transparente si es muy delgado, pero en el caso de los fluorescentes ese espesor puede ser mucho menor. Esto lo podemos explicar debido a los siguientes motivos.
- El coeficiente de absorción “e” es tres veces mayor en los penetrantes fluorescentes que en los penetrantes visibles. Y es claro que esta diferencia tendría un impacto directo en el resultado de la ecuación.
- El contraste que se genera con los penetrantes fluorescentes es mucho más favorable que el contraste generado por los visibles. Si pensamos en este contraste los penetrantes fluorescentes tienen un contraste Brillante sobre Oscuro y en el caso de los visibles su contaste es Oscuro sobre Claro. El contraste de los fluorescentes es mejor.
- La dispersión de la luz producida por la fluorescencia aumenta la visibilidad del penetrante en casi un orden de magnitud.
Para entender ese fenómeno de dispersión tenemos que visualizarlo con la siguiente figura.

En la figura anterior podemos ver el efecto que tienen la fluorescencia pero específicamente vemos el efecto de la dispersión de la luz producida por los pigmentos.
En la parte A de la imagen apreciamos como la luz UV-A impacta el pigmento fluorescente, luego de esto hacemos la transición a la parte B de la imagen en donde apreciamos como la luz ultravioleta es generada a partir de ese pigmento que se comporta como el emisor de la fluorescencia.
Ahora antes de hablar de la parte C sería bueno recordar que la efectividad de esta prueba no destructiva dependerá que la luz fluorescente pueda llegar al ojo del operador para ser evaluada por los conos y bastones en el sistema visual.
Entonces que sucede en la parte C de la imagen que tenemos que mencionar. Existe un problema con la dispersión de la luz fluorescente. El problema básicamente es que la luz quedara atrapada dentro del líquido su el ángulo de impacto con la superficie de salida es mayor a 45°. Tal y como apreciamos en la figura vemos que nada más dos flechas de luz fluorescente logran escapar mientras que el resto quedan atrapadas dentro del fluido. Esto es un gran problema que minimizaría la sensibilidad de esta prueba.
Pero este problema tiene una solución sencilla que es a través de la presencia del revelador que generara un efecto que eliminara el problema del ángulo de salida. Pero esto lo hablaremos en detalle en la sección de reveladores.
5. Aplicación del Penetrante
La aplicación del penetrante se debe realizar sobre la superficie limpia y seca de la pieza. Por lo tanto, esta etapa se tiene que realizar luego de la limpieza inicial.
Los procesos de aplicación del líquido penetrante pueden ser realizada de las siguientes formas:
- Aplicación por Inmersión.
- Aplicación por Brocha.
- Aplicación por Pulverizado/Rociado (Spray).
- Vertiendo directamente el líquido penetrante sobre la pieza.
5.1 Aplicación por Inmersión
Esta forma de aplicación del líquido penetrante se realiza sumergiendo la prueba evaluada sobre un tanque del penetrante.
Normalmente esta forma de aplicación se realiza normalmente para alguna de los siguientes requerimientos:
- Cuando se requiere examinar una gran cantidad de piezas pequeñas
- Piezas con geometrías complejas.
- Se requiere cubrir toda la superficie de la pieza evaluada.

5.2 Aplicación por Brocha
Esta forma de aplicación se utiliza cuando se tiene que inspeccionar un área bien definida de algún componente.

5.3 Aplicación por Pulverizado/Rociado (Spray)
Esta forma de aplicación más común de los líquidos penetrantes y se realiza mediante la pulverización del líquido y el posterior rociado sobre el componente.
Existen diversas formas de generar esa pulverización, pero ciertamente la más común es la utilización de latas presurizadas.

Otra forma que se puede aplicar por pulverizado es a través de rociado electrostático, pero para ese tipo de aplicación se requerirá del equipamiento adecuado para poder realizar ese tipo de aplicación.
5.4 Aplicación por vaciado
Esta forma de aplicación simplemente se basa en vaciar el líquido penetrante sobre la superficie evaluada.
| Material | Forma | Tipo de Discontinuidad | Tiempo de Penetración | ||
| Método A | Método B y D | Método C | |||
| Acero | Fundición | Poros | 10min | 10min | 5min |
| Traslapes Fríos | 15min | 10min | 7min | ||
| Forja | Traslapes | 10min | 7min | ||
| Soldadura | Falta de Fusión | 10min | 20min | 7min | |
| Poros | 10min | 20min | 7min | ||
| Otros | Grietas | 15min | 20min | 7min | |
| Grietas por Fatiga | 30min | 10min | |||
6. Tiempo de Penetración
El tiempo de penetración recordemos que es el tiempo que el líquido penetrante debe mantenerse en contacto con la superficie para que el líquido pueda ingresar en las discontinuidades.
Ese tiempo de penetración es variable dependiendo de múltiples factores como:
- Material
- Tipo de discontinuidad
- Temperatura de la superficie
- Penetrante utilizado
- Otros factores
Evidentemente cada caso de aplicación deberá ser estudiado para tener el tiempo de penetración adecuado y producir buenos resultados en la inspección. Lo más recomendable es utilizar las recomendaciones del fabricante y la normativa y procedimientos.
Como ya observamos el tiempo de penetración necesario variara de caso a caso, pero si el tiempo de penetración utilizado es mayor al tiempo necesario no habrá ningún problema con respecto a la sensibilidad de la inspección siempre y cuando el tiempo utilizado no genere que el líquido se seque en la superficie. Evidentemente si el líquido se seca tendremos problemas de inspección.
De manera general mostramos la siguiente tabla que muestra tiempo de penetración estimados en función de la aplicación y el tipo de discontinuidad.
7. Métodos de Remoción del Penetrante
La remoción del exceso del penetrante podríamos decir que es el paso más importante en el proceso de inspección ya que eliminara todo el líquido que no esté atrapado en las discontinuidades para no afectar los resultados de la inspección.
Ahora bien, existen distintos tipos de remoción, pero la selección de la forma de remoción dependerá del método de líquidos penetrantes seleccionado. Estos métodos ya se mencionaron anteriormente, pero a continuación los citamos:
- Lavables con Agua
- Post-Emulsificables
- Removibles con Solvente
En el capítulo 7 se abordará un poco más a detalle los requerimientos y resultados de los tipos de remoción.