
Introducción general a Ultrasonido de Arreglo de fases
El Ultrasonido de Arreglo de Fases (PAUT) es una técnica dentro del método de Ultrasonido Industrial. Por lo tanto, podríamos partir de la base que esta técnica se basa en los mismos principios que el ultrasonido convencional. Y efectivamente estaríamos en lo correcto, hasta cierto punto.
La técnica de PAUT (Phased Array Ultrasound) es diferente del ultrasonido convencional. La tecnología PAUT maneja, procesa y presenta mucha más información, lo que resulta en inspecciones de mayor calidad. Esto permite evaluar componentes que son difíciles de inspeccionar con técnicas tradicionales.
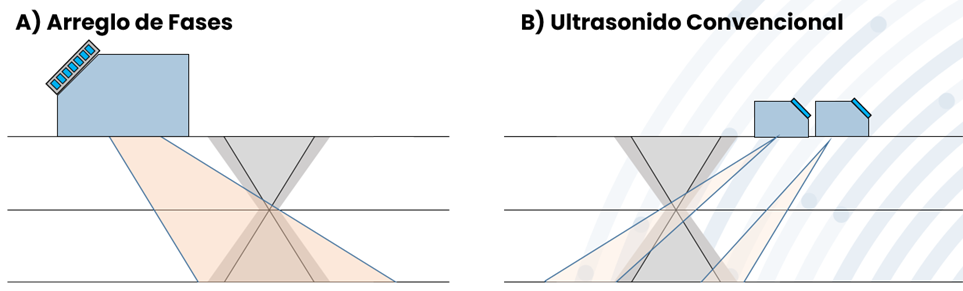
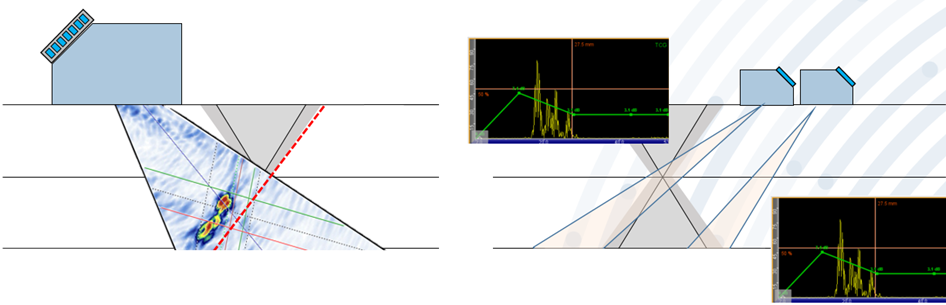
Figura 1: Academia Testek
En la imagen anterior se aprecia con claridad como la técnica de Arreglo de Fases podrá tener una mejor capacidad de inspección. En la parte A de la figura la imagen de arreglo de fases muestra una representación mediante una imagen tipo S, esta imagen brinda una gran facilidad para el inspector facilitando la evaluación en comparación a la imagen tipo A del ultrasonido convencional. Ahora bien, ¿Cómo se generan este tipo de imágenes?
Se llama “Arreglo de Fases” porque se basa en un arreglo de transductores que trabajan en conjunto para generar las ondas ultrasónicas para la inspección, podríamos pensar en que el resultado generado por PAUT en un aglomerado de múltiples imágenes tipo A.
PAUT se caracteriza por tener transductores especiales que tienen un arreglo de cristales piezoeléctricos, entre 16 y 128. Con los transductores convencionales, que solamente cuentan con 1 elemento, podemos entender la gran diferencia entre el poder de visualización de ambos sistemas. En la siguiente figura podemos ver de manera general un transductor de PAUT.
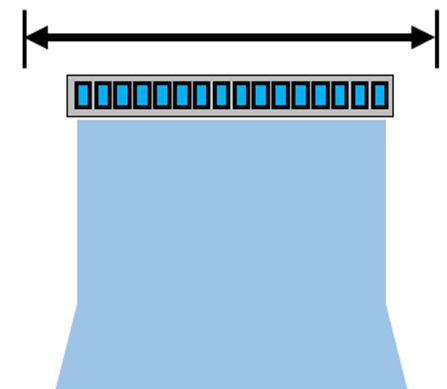
Figura 2: Academia Testek
Se observa de manera general como está compuesto un transductor de PAUT. Ahora bien, el hecho de tener muchos cristales en un transductor no significa que podremos hacer imágenes como la presentada en la figura 1.
Para poder sacarle beneficio a este tipo de transductores tenemos que ser capaces de activar de manera individual cada uno de esos cristales y manejar la información generada por cada uno de manera independiente. La activación controlada permite direccionar el haz ultrasónico y definir el punto focal en función de los requisitos de la inspección.
Ahora bien, pensemos que realizamos una activación de los elementos en el cual hay un diferencial de tiempo entre activaciones. Si realizamos esto, es importante entender que tendremos múltiples ondas ultrasónica en simultaneo en la pieza evaluada.
Esto puede ser muy beneficioso si la activación se realiza según un plan de inspección. La interferencia se convierte en una interferencia constructiva que genera un barrido ultrasónico. Dicho barrido agrupa todas las ondas desfasadas. Luego, con un procesamiento de datos, se puede presentar la información como se muestra en la Figura 1.
Ahora bien, el control de la onda ultrasónica dependerá de una serie de factores que tendrán un impacto en la inspección, como: apertura, tipo de onda, ángulo de refracción y profundidad de focalización. Todos estos factores impactan en los resultados de la inspección o mejor dicho impactan en la capacidad que tendrá el sistema.
Sin entrar en detalle en los parámetros mencionados podemos visualizar la siguiente figura:
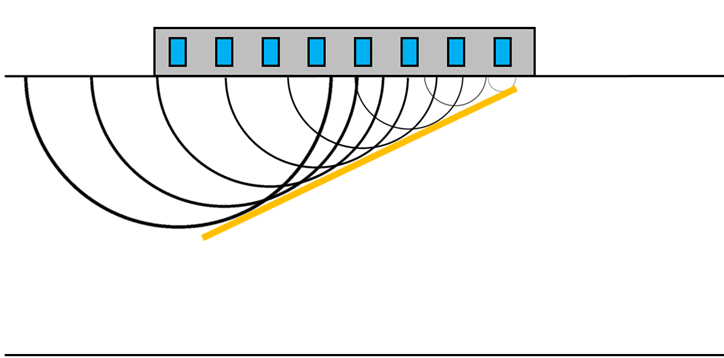
Figura 3: Academia Testek
La figura 3 muestra como la activación de los elementos piezoeléctricos, con un diferencial de tiempo, puede generar una interferencia constructiva en la cual se genera un frente de onda (representado por la línea amarilla).
Si la activación de los cristales se hace de una forma o de otra se podemos generar distintos tipos de ondas que tendrán ventajas y limitaciones a la hora de realizar la inspección. Los tres patrones para la generación del haz ultrasónico controlada por la activación de los componentes de manera computarizada son:
1. Barrido Electrónico
Este tipo de barrido se genera activando un grupo de elementos del transductor, aplicando el mismo ángulo a lo largo de toda la apertura del transductor. Es similar a un barrido con un transductor convencional, pero el haz generado abarca un espacio mucho mayor.
Este tipo de activación se puede realizar con el transductor de arreglo de fase sin zapata o con zapata. Para el caso de la implementación de la zapata, la activación electrónica deberá compensar por los retrasos en la zapata para garantizar la linealidad del barrido. Este tipo de barrido lo podemos apreciar en la siguiente figura:
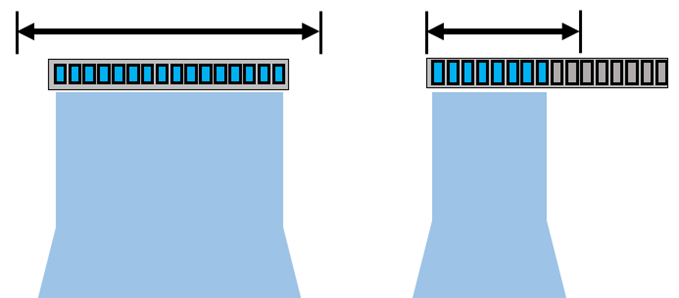
Figura 4: Academia Testek
Tal y como podemos apreciar en la figura anterior, los cristales se activan simultáneamente y otro punto resaltante es que no necesariamente se tienen que activar todos los elementos del transductor, solamente los deseados o permitidos por el equipo. Otro punto de interés es que el tipo de onda que se puede utilizar aquí son tanto longitudinales como transversales.
2. Focalización Dinámica en Profundidad
Este tipo de barrido lo que busca es tener focalizaciones a distintas profundidades para maximizar la detectabilidad y sensibilidad del sistema.
Básicamente lo que realiza el sistema es que genera un barrido con una sola focalización, pero debido a la gran cantidad de información que maneja el equipo por la cantidad de transductores el sistema puede realizar una relocalización al momento de recibir la data para cada una de las profundidades programadas, siempre y cuando la profundidad sea adecuada para colocar el punto focal.
3. Barrido Sectorial
El barrido sectorial es uno que se logra mediante el cambio del ángulo implementado para la apertura implementada. Eso se logra gracias a la implementación de distintas leyes focales durante la activación de los elementos. Un transductor de arreglo de fase implementando un barrido sectorial sería equivalente a utilizar múltiples transductores convencionales con distintas zapatas ya que el barrido sectorial incluirá todos esos ángulos desde un solo transductor.
Adicionalmente podemos mencionar que todos esos barridos están conglomerados en una sola imagen que contiene mucha información, esta imagen se llama Tipo-S.
Te puede Interesar:
Corrosión bajo tensión o SCC
Inspección de componentes con ultrasonido industrial



Los comentarios están cerrados.