
Probabilidad de Detección en NDT
Hablamos de probabilidad de detección en NDT porque tenemos que entender que los ensayos no destructivos no son técnicas de inspección infalibles. Cada método no destructivo tiene ventajas y limitaciones. Es por eso que es muy importante entender e implementar el método no destructivo adecuado para la aplicación.
Los ensayos no destructivos son una herramienta necesaria para las diversas industrias ya que suministran de información sumamente valiosa para la confiabilidad operacional de los componentes industriales.
Por lo tanto, la capacidad de detección que ofrezca el método no destructivo impactará directamente en la confiabilidad de los diversos equipos. Es por ello que los métodos no destructivos deben buscar la mayor probabilidad de detección posible.
Si te interesa ahondar desde un punto de vista introductorio en cada uno de los principales métodos no destructivos, te recomendamos que tomes el curso de introducción a los ensayos no destructivos.
¿Qué es la probabilidad de detección?
La probabilidad de detección en NDT es conocida por sus siglas en inglés como POD (Probability of Detection). Hay que pensar desde un punto de vista matemático para entender que significa el POD, ya que esto cuantifica la capacidad que tiene un sistema de ensayos no destructivos de detectar una discontinuidad.
Un número brinda la posibilidad de entender la capacidad que tiene el sistema de detectar. Si pensamos en cualquier inspección, siempre vamos a tener cuatro posibles resultados:
- El componente tiene defectos y sí se detectan. Resultado Correcto Positivo.
- El componente no tiene defectos, pero se detecta uno. Resultado Falso Positivo.
- El componente tiene defectos, pero no se detecta. Resultado Falso Negativo.
- El componente no tiene defectos y no se detecta ninguno. Resultado Correcto Negativo.
Las cuatro posibilidades mencionadas son los cimientos de la probabilidad de detección en NDT, ya que al ser las cuatro posibilidades podemos estimar bajo un modelo la capacidad que tiene el sistema de dar cada uno de estos resultados. Evidentemente como inspectores en ensayos no destructivos siempre tenemos que buscar que el sistema genere resultados correctos con la mayor confiabilidad posible.
La herramienta mas utilizada para visualizar esto, es la curva de POD.
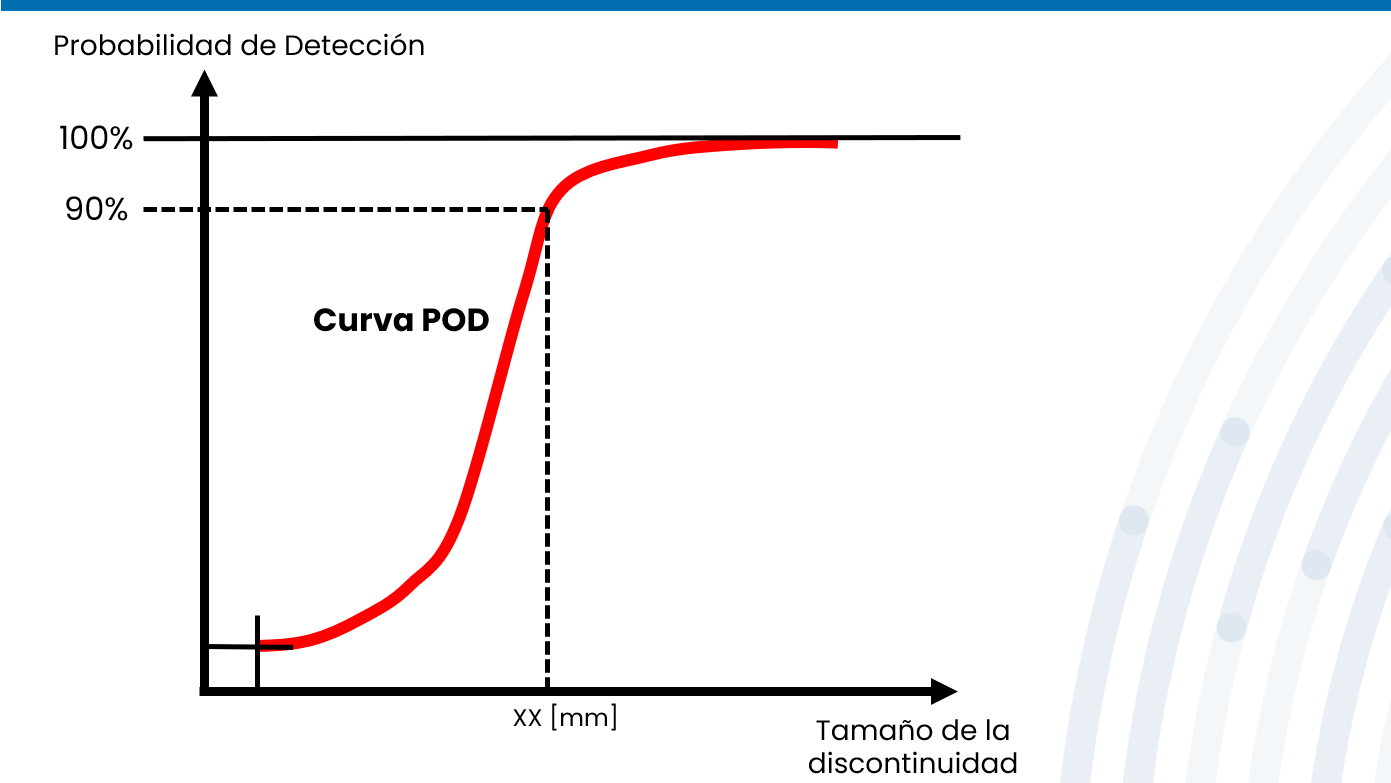
En esta gráfica podemos apreciar en el eje X el tamaño de la discontinuidad y en el eje Y la probabilidad de detección. Al observar el comportamiento de la curva caemos en cuenta que el tamaño de la discontinuidad tiene un impacto directo en el POD que tenga el sistema.
Ahora bien, si pensamos propiamente en el sistema el POD, puede variar dependiendo de la capacidad que este brinde. Si pensamos en un equipo de ultrasonido convencional para la inspección de un cordón de soldadura, muy probablemente tendremos un POD mucho menor que el que podríamos tener con un sistema de ultrasonido de arreglo de fase. En la siguientes figuras se ejemplifica el caso.
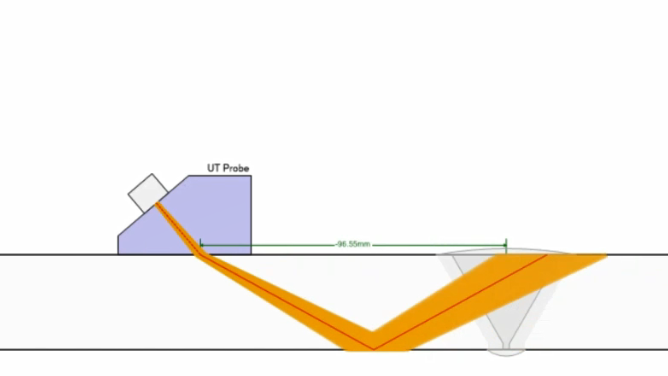
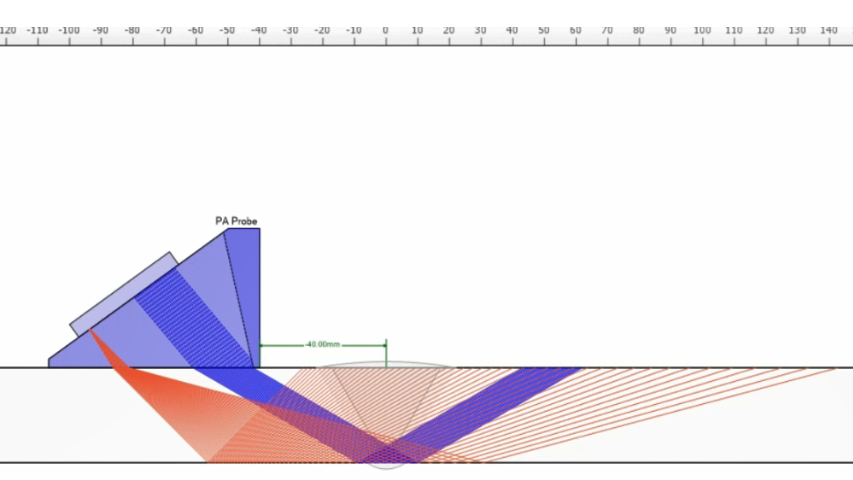
Tal y como se aprecia en las figura anteriores podemos ver como un transductor de arreglo de fase tiene la capacidad de abarcar un mayor volumen del cordón en un solo pase con la presencia de un grupo lineal y un grupo sectorial. Esto aumenta sustancialmente el POD en comparación al sistema de ultrasonido convencional.
¿Incertidumbre del POD?
No pretendemos profundizar desde un punto de vista matemático en la incertidumbre, pero estableceremos unos conceptos básicos para entender la incertidumbre en la probabilidad de detección en NDT.
Podemos definir como incertidumbre a la dispersión razonable del resultado final ya que siempre existirá una duda con respecto a dicho resultado. La incertidumbre busca dar un intervalo con una cierta amplitud en referencia a dicho valor.
En otras palabras, podemos decir que la incertidumbre representa la desviación de la medición que no puede ser controlada y debe ser tomada en cuenta para dar más confianza en el resultado reportado.
Ahora bien, esa desviación viene por distintas vías, algunas de estas pueden ser:
- Experiencia del técnico ejecutando el ensayo.
- Entrenamiento y capacitación del técnico.
- Condiciones externas (temperatura, presión, humedad, entre otras).
- Equipo de ensayos no destructivos implementado (Marca, modelo, versión del software, entre otros).
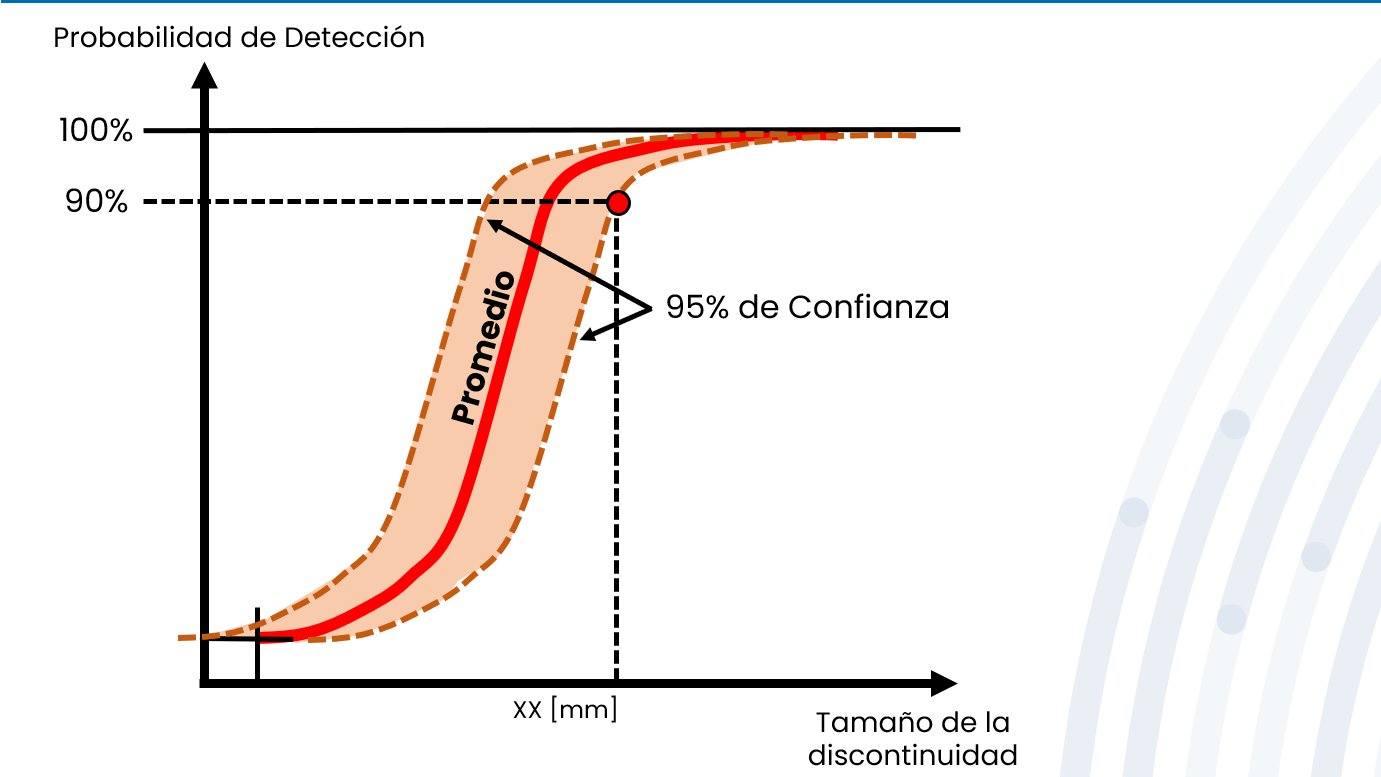
Los puntos mencionados serán implementados para calcular la desviación e incertidumbre ligados al sistema de inspección. Si aplicamos esta incertidumbre en la grafica de POD tendremos lo que se aprecia en la siguiente figura.
La figura anterior muestra la curva promedio de POD y dos curvas que representan la incertidumbre de la medición dando una confianza del 95% de dicha medición dentro de este umbral. Toda la zona resaltada se encuentra dentro del rango de medición posible.
La probabilidad de detección en NDT busca que el sistema tenga un 90% y una confianza de esa medición del 95%.
Como inspectores debemos garantizar que el sistema tendrá la capacidad de medir un tamaño mínimo. Con esta gráfica podemos dar el valor con una confianza del 95%. Podemos decir que el sistema tiene un POD de 90% y una confianza del 95% para el valor de XX [mm]. Cualquier valor por encima el POD será mayor.
Esto lo vemos en la gráfica por el punto rojo señalado en la intersección entre 90% y XX [mm] en la curva de 95% positiva.
¿Cómo determinar la probabilidad de detección en NDT?
La utilidad de la curva POD dependerá directamente del procedimiento implementado para obtener la data a utilizar.
Es sumamente importante entender que para estimar de la mejor manera el POD se debe recopilar la data en condiciones reales, con los equipos a utilizar, utilizar discontinuidades reales (preferiblemente), tomar en cuenta el factor humano y cualquier condición que pueda afectar el resultado de la inspección.
A manera de recomendación, para realizar una curva de POD se debería tener como mínimo los siguientes conocimientos:
- Conocimiento de técnicas estadísticas.
- Conocimiento de ensayos no destructivos.
- Conocimiento específico del sistema de inspección evaluado para el POD.
Ahora bien, de una manera sencilla para determinar un POD podemos utilizar una cantidad determinada de inspectores y ponerlos a evaluar un grupo de discontinuidades conocidas, sacar promedios y representar los resultados de detección en una gráfica de Excel.
Mientras más data se tenga, mejor será la curva y más aproximada a la realidad (tomando en cuenta las demás variables).
Ciertamente esta es una manera muy básica para hacer una curva POD ya que se pueden utilizar herramientas estadísticas, procedimientos de estimación y otras herramientas, pero, esto dependerá de la cantidad de data que se tenga y lo que se quiere buscar con la curva POD.
POD, Factor Humano y ensayos no destructivos
Por la importancia que traen los ensayos no destructivos se debe garantizar la confiabilidad de los resultados y desde un punto vista técnico la gran mayoría de las variables son controladas, como, por ejemplo:
- Procedimientos de inspección.
- Normas, códigos y estándares.
- Criterios de aceptación.
Los puntos mencionados anteriormente son factores que como inspectores tenemos que apegarnos fielmente para todas y cada una de las inspecciones realizadas. En los ensayos no destructivos no hay grises, solo blanco y negro, es decir, no hay espacio para “interpretación” ya que todo está determinado por las normativas, y cuando decimos interpretación no se refiere a la interpretación de una señal tipo A en UT sino a la interpretación si un resultado es aceptable o no.
Hay una variable adicional que tiene un impacto directo en los resultados de los ensayos no destructivos, esto es el factor humano. La presencia del ser humano le da una variabilidad al resultado final que es difícil de controlar.
Para mitigar este impacto se tienen esquemas de certificación que incluyen: capacitación, experiencia requerida, examinaciones y por último, certificación.
La interacción entre el ser humano y el sistema de ensayos no destructivos incurre en un impacto directo sobre el resultado ya que depende directamente del inspector en que tan confiables serán los resultados.
Si comparamos un inspector que tiene 20 años de experiencia con un inspector que tiene 6 meses ¿Quién creen que tendrá mayor POD?
Para entender el impacto positivo o negativo que puede tener el inspector les recomendamos tomar los siguientes cursos de capacitación que te ofrece Academia:



Los comentarios están cerrados.